







Importance of Grit Removal from Commercial Shell Egg Processing Wastewater
One essential element of an effectively operating commercial shell egg processing wastewater treatment system is the efficient removal of grit as the negative effects can be substantial, according to Dr Brian Kiepper of the Departments of Bio & Ag Engineering and Poultry Science and Dr Casey Ritz of the Department of Poultry Science, both at the University of Georgia. 23 April 2012
23 April 2012
 16 minute read
16 minute read

Commercial shell egg processing facilities use 1.5 to 3 gallons (5.7 to 11.4
litres) of water per case (1 case=360 eggs) of packaged table eggs, producing
a relatively high-strength wastewater stream (Figure 1). Commercial
shell egg processors in Georgia annually produce approximately seven million
cases of table eggs (2.5 billion eggs), generating 10.5 to 21 million
gallons of wastewater requiring treatment.
Results of a 2005 survey of
the US commercial table egg industry showed that more than 80 per cent
of shell egg processing plants treat their own wastewater on-site prior to
discharge, typically through land application systems. The vast majority
of these facilities are located in rural areas and rely solely or in part
on the proven reliability of waste stabilisation ponds (WSP) to treat their
wastewater streams.
One essential element of an effectively operating commercial shell egg
processing wastewater treatment system is the efficient removal of grit.
The effects of poor grit removal are often not immediately apparent, but
the negative effects can be substantial. These negative effects include a
loss of treatment capacity and fouling of and damage to equipment.
This publication is designed to give commercial
egg processors the information they need to understand and effectively deal with the wastewater grit
generated from the conveying, washing and grading of table eggs.
Answers to the four most commonly asked questions concerning grit in egg processing wastewater are provided:
- What is grit and where does it come from in an egg processing plant?
- What problems can grit cause in a wastewater treatment system?
- What can be done to minimise the grit entering a wastewater treatment system?
- What options are available for grit capture and removal, and what are the advantages and disadvantages of each option?
What is Grit and Where Does it Come from in an Egg Processing Plant?
Grit in wastewater is defined as the heavy, substantially inorganic particulate solids that have significantly greater
specific gravities then the lighter substantially organic particles in a wastewater stream. When wastewater enters
a basin with a low velocity, the heavy grit particles quickly settle to the bottom while the lighter particles remain
suspended in the water column. In typical municipal wastewater streams, grit consists of settable solids such as
sand, gravel, egg shells and coffee grounds.
In commercial shell egg processing wastewater streams, grit is predominately made up of pieces of broken egg
shell and the particles associated with the debris (e.g. faeces and dirt) cleaned from the outside of eggs during
washing (Figure 2).


The composition of grit can vary widely, even among commercial shell egg processing plants, with moisture content ranging from 15 to 65 per cent, and organic content ranging from less than one per cent to more than 50 per cent. The specific gravity of clean inorganic grit particles can be as high as 2.7 and as low as 1.3 when a significant amount of organic matter is present. (Note: The specific gravity of clean water is 1.0.) The bulk density of grit is, on average, about 100lb per cubic foot (1,600kg per cubic metre).
What Problems Can Grit Cause in a Wastewater Treatment System?
Three major negative impacts are associated with poor removal of grit from wastewater treatment systems:
- At any point in a wastewater collection or treatment system where flow velocity is less than 1.5 feet per second, grit will
begin to fall out of suspension and collect. These low–velocity areas can include drains, channels and pipelines.
As grit collects in unintended areas, clogs can form, stopping wastewater flow. The trapped organic matter in these areas can then rapidly form pockets of anaerobic (i.e. septic) digestion that produce gaseous by-products that are harmful to both collection and treatment system surfaces as well as human health. - Grit is extremely abrasive and will produce abnormal wear on pumps and treatment system surfaces, significantly
reducing the operational life of a wastewater treatment system and its components. The life of a pump
impeller can be reduced by as much as 30 per cent due to the abrasive action of grit.
- Grit will accumulate within the major treatment basins (e.g. waste stabilisation ponds), eventually causing a loss in treatment capacity. In addition, since grit quickly settles out of wastewater and to the bottom of basins, the cumulative effect of the grit is often not known until major problems arise in loss of treatment efficiency (i.e. ‘out of sight, out of mind’).
What Can be Done to Minimise the Amount of Grit Entering a Wastewater Treatment System?
The volume of grit entering wastewater treatment systems varies among shell egg processing plants due to differences in:
- how much external debris is on the eggs entering the processing plant
- the number of broken eggs that occur during processing and how they are handled
- the number and configuration of egg washers and final rinse stations
- cleaning and sanitation procedures
- where and how grit is collected in the wastewater system and
- at what interval grit is removed from the wastewater system.
Amount of external debris on eggs


Here, flexible plastic strips are used to ensure a smooth transmission of eggs onto the processing plant transfer belt. Without the aid of the plastic strips, eggs would roll unchecked onto the belt, increasing breakage.

These points should be observed on a periodic basis to ensure that undue breakage is not occurring. If breakage is observed, preventative measures should be implemented.

Dirty eggs equal grit. There is a direct relationship between the amount of
external debris on the surface of the eggs entering a processing facility and
the amount of grit in a processing plant’s wastewater stream (Figure 3).
What you can do: Minimise external debris on eggs entering processing. Investigate causes of high levels of external debris and institute management practices to
minimise external debris on eggs entering the processing facility.
For example, the longer hens have access to laid eggs, the dirtier they can
become. Thus, layer cage bottoms should be checked to ensure a proper
slope is maintained to efficiently move fresh-laid eggs to the conveyor system.
Cleaner eggs entering the processing plants will significantly reduce
not only the grit entering the wastewater treatment system but also the
overall wastewater load.
Number of broken eggs that occur during processing and handling of broken eggs
Typically, one to two per cent of shell eggs are broken during the conveying, washing and grading process. This means
that a commercial egg processing facility that handles one million eggs per day will produce 10,000 to 20,000 broken
eggs. The percentage of broken eggs varies by flock, season and type of processing equipment utilised. The longer
broken eggs remain on the processing line, the more opportunity broken pieces of egg shell and liquid egg contents
have to enter the wastewater stream (Figures 4 and 5).
What you can do: Minimise the occurrence of broken eggs and the amount of time broken eggs remain on the processing line. Investigate and document the number of broken eggs entering the processing facility. Also investigate and identify the key
areas where broken eggs occur during processing, e.g. conveyor system, belt transfer points and egg washers. Once
key areas where broken eggs occur are identified, make operational adjustments and institute management practices
to minimize breakage. When breakages do occur, ensure that broken eggs are removed from the processing line as
quickly as possible to minimise impact on wastewater.
Number and configuration of egg washers and final rinse stations
Commercial washing of shell eggs is typically conducted in single (around 30
per cent of plants) or dual mechanical washers arranged in a series (around 70
per cent of plants) followed by a final egg rinse.
Mechanical washers typically
use a series of nozzles that spray eggs with an alkaline detergent,
while brushes move in a side-to-side motion across the egg surface to remove
external debris. Eggs are moved through the units by sets of rollers
that turn the eggs, ensuring all surfaces come in contact with the nozzle
spray and brushes (Figure 6).
What you can do: Minimise egg breakage in washers. Investigate and document the number
of eggs broken during the washing/rinsing process. Make adjustments
to washers (e.g. water pressure and brush height) to minimise breakage.
Regardless of adjustments, external debris removed from the eggs in the
washers will impact grit entering the wastewater stream; however, minimising breakage will keep egg shell grit from
entering the wastewater stream.
Cleaning and sanitation procedures
Extensive cleaning and sanitation of egg processing buildings and equipment are conducted on a daily basis. However,
specific cleaning and sanitation procedures vary greatly from plant to plant. The first line of defence in minimising
the amount grit entering the wastewater stream is to develop clear procedures for cleaning and sanitation and, more
importantly, monitor how well the established procedures are followed.
What you can do: Develop procedures that emphasise dry cleaning methods that is to say, cleaning procedures that focus on broom-and-shovel recovery of processing by-products, and not on hosing by-products down the drain. Ensure that equipment
and floor drains are fitted with cover screens to maximise grit capture within the plant, and that drain screens
are not removed during plant cleaning.
What Options are Available for Grit Capture and Removal, and What are the Advantages and Disadvantages of Each Option?
It is important to note that removing grit from a wastewater stream involves two processes: grit capture (i.e.
trapping grit on some sort of surface or in some sort of container) and grit removal, i.e. the physical step of
moving the captured grit out of the wastewater stream).
There are two options for grit capture from shell egg processing wastewater treatment systems: screens and
grit chambers.
Likewise, there are two options for grit removal from shell egg wastewater treatment systems:
manual and mechanical.
It is important to note that these categories are not mutually exclusive and that effective
grit removal systems can include a combination of screens and grit chambers with manual and mechanical
operations.
Screens

This early intervention step will significantly reduce the amount of grit entering the wastewater treatment system.

If cleaned on a consistent, periodic basis, static basket screens can be efficient grit recovery devices.
Screens are perforated surfaces that are placed in a wastewater stream and are designed to retain particulate matter
greater in size than the surface gap openings. Screens used for particle recovery such as grit are classified as
‘fine’, with gaps 0.059 to 0.25 inches (1.5 to 6.0mm), ‘very fine’, with gaps 0.008 to 0.059 inches (0.2 to 1.5mm), and ‘microscreens’ with gaps of less than 0.008 inches (0.2mm).
The advantages and disadvantages of screens for grit recovery
in shell egg processing wastewater are listed in Table 1. Based on these advantages and disadvantages, simple
manually operated static screens (Figures 7 and 8) are usually preferred in commercial shell egg processing.
| Table 1. Advantages and disadvantages of physical screens for grit capture and removal in shell egg processing wastewater. | |
| Screens | |
| Advantages: | Disadvantages: |
|---|---|
|
|
Grit chambers
Grit chambers are enlarged in-line channels or tanks at the head of a wastewater treatment system that allow the
velocity of wastewater flow to be reduced below 1.5 feet per second (0.45 metres per second). The desired design velocity is typically in
the range of 0.7 to 1.4 feet per second (0.2 to 0.4 metres per second).
At this reduced velocity, grit is allowed to settle to the bottom of
the channel or tank, while the lighter particulates stay suspended in the wastewater stream. Retention times in
grit chambers typically range from 45 to 90 seconds. The required length of a grit chamber is determined using
the following equation:
Settling Rate, ft/sec
where: flow velocity = 1.0 ft/sec*; settling rate = 0.075 ft/sec*†
* typical design value used
† represents a 2–mm piece of sand
The advantages and disadvantages of chambers for grit recovery in shell egg processing wastewater are listed in Table 2. In most cases, grit chambers are part of the initial design in wastewater treatment plants. However, many egg processing facilities use standard septic tanks as grit chambers successfully. The use of septic tanks has the advantage of being installed as part of an initial wastewater treatment system design or added later to an existing wastewater treatment system relatively easily (Figure 9).
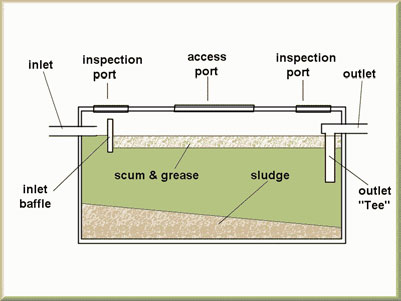
Source: septictankinfo.com)
| Table 2. Advantages and disadvantages of grit chambers for grit capture and removal in shell egg processing wastewater. | |
| Grit chambers | |
| Advantages: | Disadvantages: |
|---|---|
|
|
Summary
To deal effectively with the wastewater grit generated from the conveying, washing and grading of table eggs, commercial egg processors can take action in these five areas:
- minimise external debris on eggs entering the processing plant
- minimise the occurrence of broken eggs and the amount of time broken eggs remain on the processing line
- minimise egg breakage in washers
- develop sanitation procedures that emphasize dry cleaning methods and
- implement an efficient grit capture and removal system that best fits the desired level of operation and maintenance intensity.
References
AWWA. 1977. Wastewater Treatment Plant Design: A Manual of Practice. American Water Works Association.
Lancaster Press Inc., Lancaster, PA.
Bertrand-Krajewski, J.L., H. Madiec and O. Moine. 1996. Two experimental sediment traps: Operation and solids
characteristics. Water Science and Technology, 33(9):155-162.
CSUS. 1993. Operation of Wastewater Treatment Plants. Vol. 2. 4th ed. California State University, Sacramento,
CA.
CSUS. 1994. Operation of Wastewater Treatment Plants. Vol. 1. 4th ed. California State University, Sacramento,
CA.
Curtis, P.A., R.E. Carawan, K.E. Anderson and F.T. Jones. 1994. Characterization of wastewater from a shell egg processing plant. Proceedings of 1994 National Poultry Waste Management Symposium, 310-316.
Curtis, P.A. 1998. Food safety and HACCP considerations related to egg processing waste water management. Proceedings of 1998 National Poultry Waste Management Symposium, 191-198.
Finger, R.E. and J. Parrick. 1980. Optimization of grit removal at a wastewater treatment plant. Water and
Pollution Control, 52(8):2106-2116.
Jones, D.R. and J.K. Northcutt. 2005. A survey of common practices in shell egg processing facilities and water
use. International Journal of Poultry Science, 4(10):734-736.
Laughlin, J.E. and W.C. Roming. 1993. Design of rotary fine screen facilities in wastewater treatment. Public
Works, 124(4):47-50.
Lin, S. 2001. Water and Wastewater Calculations Manual. McGraw-Hill, New York, NY.
Metcalf & Eddy, Inc. 2003. Wastewater Engineering. 4th ed. McGraw-Hill, New York, NY.
NASS. 2011. Chickens and Eggs: 2010 Summary. Pou 2-4 (11). National Agricultural Statistics Service, U.S.
Department of Agriculture, Washington, DC.
Northcutt, J.K., M.T. Musgrove and D.R. Jones. 2005. Chemical analyses of commercial shell egg wash water.
Journal of Applied Poultry Research, 14:289-295.
Pankratz, T.M. 1995. Screening Equipment Handbook – for Industrial and Municipal Water and Wastewater
Treatment. 2nd ed. Technomic Publishing Company, Lancaster, PA.
WEF. 1998. Design of Municipal Wastewater Treatment Plants. Volumes 2 and 3. 4th ed. Manual of Practice No. 8.
Water Environment Federation, Alexandria, VA.
April 2012

